西门子公司生产一系列CNC产品,从经济型、普及型到高性能型,典型的产品有802S、802C、802D/802D sl、810D、828D、840D。这些CNC产品的内置PLC,都直接使用了西门子公司PLC产品的编程语言和结构,现在西门予CNC的内置PLC都采用了s7系列PLC的编辑语言。西门子802D折弯机床数控系统是近几年来广泛用于数控车床、数控铣床,以及经济型加工中心上的折弯机床数控系统。本节以802D折弯机床数控系统为例,说明西门子折弯机床数控系统内置PLC的编辑和使用方法。
1.SINUMERIK 802D sl折弯机床数控系统的组成连接
西门子802D sl折弯机床数控系统硬件组成包括PCU(CNC操作面板)、NC全键盘、MCP(折弯机床控制亟板)、伺服驱动功率模块、外设模块(外部输入,输出模块)、电源、电子手轮等。PCU为802D sl折弯机床数控系统的核心部件,将NCK(数控核心)、PLC、HMI(人机界面)和通信任务集成在一起。SINUMERIK 802D sl可以最多对6根轴进行数字化控制。这6根轴可以最多配置为5个NC轴和一个PLC轴。5个NC轴中可以配置2个轴为主轴。802D sl最多可以配三个外设模块PP72/48及两个电子手轮。SINUMERIK 802D sl的连接图如图85所示。
2.SINUMERIK 802D sl折弯机床数控系统内置PLC地址分配
从图8—85可以看出,折弯机床外部的输入输出信号主要包括折弯机床电气控制信号和折弯机床控制面板(McP)。802D sl折弯机床数控系统内置PLC中折弯机床控制信号的地址为I(输入信号)和Q(输出信号)。由于来自折弯机床控制面板(MCP)的倍率开关、按键等信号没有通过PLC的I信号传入内置PLC,而是通过折弯机床数控系统专用接口输入。所以折弯机床控制面板信号的状态只能先传送到NCK,再通过NCK模块的只读信号V被内置PLC读取。802D sl折弯机床数控系统内置PLC还要和折弯机床数控系统的NCK和HMI进行信息交换。802D sl折弯机床数控系统内置PLC采用接口变量v及相应的数据位的形式与MCP、NCK和HMI进行控制和状态信息的传送。S烈UMeRⅨ802D sl折弯机床数控系统内部信号传递示意图如图所示。
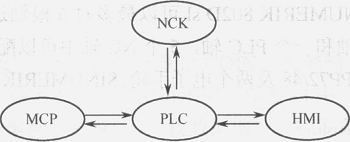
图 SINUMERIK 802D sl折弯机床数控系统内部信号传递示意图
(计时器)M(标志位)、SM(特殊标志位)等。SINUMERIK 802D sl折弯机床数控系统内置PLC的地址类型如表4所示,地址v组成如 表5所示、SM(特殊标志位)定义如表6所示。
表4 SINUMERIK 802D sl折弯机床数控系统内置PLC的地址类型表
操作地址符号 | 说明 | 范围 |
V | 数据 | v14000()00.∞v79999999.7 |
T | 定时器 | TO~T15(100ms)、T16~T39(10ms) |
C | 计数器 | CO~C31 |
I | 数字输入映像区 | 10.0-126.7 |
Q | 数字输出映像区 | Q0.0—Q17.7 |
M | 标志位 | M0.0一M255.7 |
SM | 特殊标志位 | M0.0m0.6 |
AC | 累加器 | ACO…AC3 |
表5地址V组成表
类型标记 (DB号) | 区号 (通道/轴号) | 分区 | 分支 | 询址 |
10 (10~79) | 00 (00~99) | 0 (0~9) | 000 (000~999) | 地址描述 (8位数字) |
表6 SM特殊标志位定义表
SM 位 | 说明 |
SM0.0 | 定义1信号 |
SM0.1 | 基本设定:第一次PLC循环…1,后面循环… |
SM0.2 | 缓冲的数据丢失:只适用于第一次PLC循环(“0”信号时数据不丢失,“1”信号时数据丢失) |
SM0.3 | 重新启动:第一次PLC循环…1’,后面循环…0 |
SM0.4 | 60s周期的脉冲(占空比,30s…0,30s“1”) |
SM0.5 | 1s周期的脉冲(占空比,0.5s…0’,0.5s…1) |
SM0.6 | PLC循环周期(交替循环…0和循环…1) |
SINUMERIK 802D sl折弯机床数控系统内置PLC的v信号的简要说明如表7所示。
表7 V信号简要说明表
地址范围 | 信息传送方向 | 传送主要内容 |
V10000000~V10000008
| MCP—PLC
| 将来自MCP上按键信号以数据位的形式传送到PLC,包括控制方式 按键、NC控制键、各轴点动控制键、倍率开关、用户选择键等 |
V11000000~V1 1000007 | PLC—MGP | 将PLC已确认的MCP按键信号返回给MCP |
V16000000一V16000007 | PLC一HMI
| 将PLC程序触发的用户报警号送到HMI,再由HMI根据已编好并下载到数控系统的报警文件将报警信息显示出来 |
V16002000 | HMI—PLC | HMI将进给保持、急停等重要的有效报警响应传送到PLC |
V17000000~V17000003 | HMI—PLC
| 将用户在HMI上选择的程序测试、空运行、快速倍率等信号传送到PLC | |
V25000004一V25003020 | NCKPLC | 将NC程序中M、S、T、D、H辅助功能指令信号传送到PLC | |
V30000000~V30000002 | PLC—NCK | 将PLC确认的工作方式信号传送到NCK中 | |
3.SINUMERIK 802D sl折弯机床数控系统内置PLC基本指令和功能指令
SINUMERIK 802D sl折弯机床数控系统内置PLC使用的基本指令和功能指令与本章前面所讲述的西门子PLC s7系列的基本指令和功能指令相同,PLC的编写也类似,此处不再介绍。
PLC是一种专为工业环境下应用设计的电子系统,它主要由微处理器、输入/输出单元、存储器及各种接口组成,各部分之间通过总线连成一个整体。
PLC采用循环扫描的方式进行工作,整个过程分为五个阶段进行,即白诊断、与编程器的通信、输入采样、用户程序执行和输出刷新。各个阶段完成不同的任务,周而复始直至停机。
CNC内置PLC是CNC软件的重要组成部分,利用CNC内置PLC可以实现数控折弯机床的各种逻辑控制。FANUC和西门子CNC中的内置PLC,通过对这两类CNC内置PLC的学习和掌握,其他厂家CNC的内置PLC可以很快学会和使用。