现代化的
板料折弯机的数控系统已由最初的二轴、三轴发展到多轴控制,控制轴多到7-10个。例如一般的8轴数控,指的是控制两个工作缸(或伺服电动机及滚珠丝杠系统)的Y1、Y2轴、后挡料架前后移动的Xl、x2轴;后挡料架左、右移动的zl和Z2轴以及后挡料架上、下移动的R1和R2轴。除此之外。也还有折弯开始时后挡料架的退避功能、前后托料装置的调节、工作台及滑块挠度的补尝、凸、凹模的左、右移动、上下料机构等。
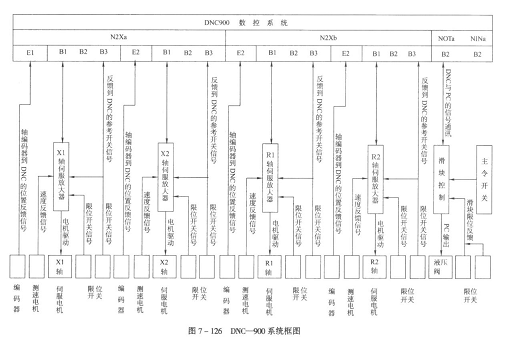
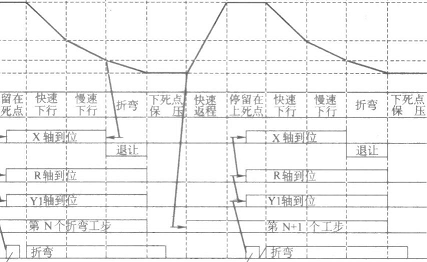
现以南通航力液压机床厂生产的WZ67K-800/10000DNC-900数控折弯机为,它是在wz67Y-800/10000液压折弯机基础上配置瑞士CYBELEC公司生产DNC-900折弯机专用数控系统而成。DNC-900系统为五轴直流伺服位置控制系统框图如图126所示,五轴分别为Yl、x1、X2、R1、R2。工作时序按图127所示。至2005年第九届中国国际机床展览会上(CIMT2005)展出的意大利葛思巴奎司的X--Press25型250kN和X--PressSO型500kN数控板料折弯机、德国通快(Tnlm一)公司的Truma Bend C110型1100kN数控板料折弯机、瑞士百超公司的EP31—160型1600kN数控板料折弯机、日本村田(Murata)公司的Muratec HYBl5型850kN数控板料折弯机、比利时LVD公司的PPEB 170×3000型1700kN数控板料折弯机以及我国无锡金球公司的瑚一100/3200型1000kN数控板料折弯机、上海新力的册K24—100,3200型数控板料折弯机、天水锻压机床厂的WE67K_100/3200型1000kN数控板料折弯机等都是现时的主流产品,它们普遍采用BOSCH、HOERBIGER等公司的数字闭路液压系统和DEISM、CYBELEC等公司的专用数控系统;数控轴数可为4、6或8轴,定位精度可控制在±0.01mm左右。并且有的还采用了动态压力补偿系统、侧梁变形补偿系统、温度补偿系统、板材厚度和回弹在线检测和修正系统等。
在板料折弯过程中,板材的运动很复杂,例如在折弯时,前、后的板料会随折弯过程的进行而逐渐翘起,如不适当托住,会因板料的自重而导致折弯件变形。过去都由操作工人托住,劳动强度很大,且不安全。近年来,有采用活动托架的,可以在折弯时代替工人托住板料。有两种方式:
(1)浮动式 由气缸支承前托架,并能随折弯时板料的翘起而升起,进气压力应调节到仅对板料起支承作用,而不会引起额外变形。
(2)伺服式板料在前托架上压住支承销,当板料抬起,支承铺发出信号,由液压伺服机构控制前托架同步升起。
最好的办法应是由专门设计的机器人来夹持板料自动操作。在CIMT2005展会上,日本天田(Amada)公司展出的AsrRO-100型自动折弯单元即由一台 FBDⅢ一1025型1000kN网络板料
折弯机和上下料机器人、折弯机器人组成。FBDⅢ一1025折弯机的公称力1000kN,最大折弯长度3200mm;折弯滑块最大行程200ram,空程速度200mm/8,折弯速度20mm/s。有8个数控轴(Yl、Y2、xl、 X2i、R1、R2、Zl、Z2),折弯滑块定位精度0.001mm,后挡料前后位置重复定位精度O.002mm。折弯单元配有6轴上、下料机器人和5轴折弯机器人,当工作循环开始时,上下料机器人在料架上夹持待加工板料,将其交给
折弯机器人;后者夹持着板料在FBDⅢ一1025型板料折弯机上完成折弯工序;随着折弯件形状的变化,折弯机器人不斯变换夹持部位;全部折弯工序完成后,折弯机器人将折弯件交给上下料机器人,后者将折好的工件有序地码放在成品架上。
江苏航力重工机械公司展出的PR6C225×3100型数控板料折弯机,公称力2250kN。采用电液伺服同步控制技术及荷兰Delem公司DA69W数控系统,也是有8个数控轴(Y1、Y2,Xl、X2、Z1、Z2、R1、R2),最大折弯长度3100mm,滑块行程215mm,滑块快速向下速度120mm/s,折弯速度9mm/s,回程速度80mm/s。该机配备有德国KUKA六轴折弯机器人及其折弯软件。