如果
折弯机一个油源给多个执行元件供油,各执行元件因回路中压力、流量影响而在动作上受到牵制。可以通过压力、流量、行程控制来实现多执行一定动作的要求。
折弯机多执行元件控制回路包括顺序动作回路、向阀控制回路。
电路及其使用与维修、执行元件严格按照预定顺序动作。按控制方式不同,顺日和行程控制两种方式。进程中的压力变化来使执行元件按顺序先后动作。
顺序动作回路系统的动作顺右进一缸2退位时,缸1向铁后回路压力压力,顺序阀右运动进位时,缸2活动压力升高,打活塞退回原位的原因和排除
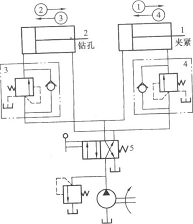
图1用单向顺序阀控制的顺序动作回路
正确的调整方法是阀6的调节压力应比缸4的工作压力的调节压力应比缸5后退动作③的工作压力调高0.8工作压力波动使顺序阀出现误动作自身的故障。应根据具体情况予以处理:控制的顺序回路继电器控制的顺序回路的动作顺序为:
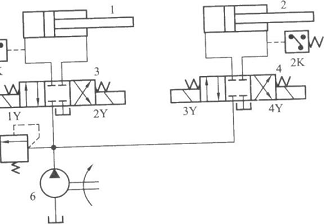
图2用压力继电器控制的顺序回路
(2)行程开关控制顺序回路
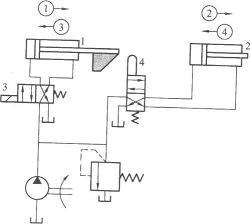
折弯机行程开关控制顺序回路图
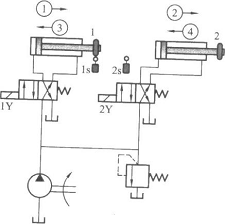
按启动按钮,1Y得电,缸1活塞先向右运动,当活塞枰挡蚀障下酒关2s后,使2Y得电,缸2活塞才向右运动,直到压赢;塞向左退回,而后压下1s,使2Y失电,缸2活塞再毒:二江行程,通过电控系统可改变动作顺序。
折弯机这类顺序动作失常的原因和排象方法确:
1)折弯机行程开关方面:如因行程开关安装不牢靠、因多次碰撞松动、行程开关自身的质量等原因造成行程开关不能可靠地准确发讯,导致不顺序动作,可查明夏因予以排除。
2)折弯机电路故障:如接线错误,电磁铁接线不牢靠或断线,以及其他电器元件勺故障等,造成顺序动作紊乱或不顺序动作,查明原因予以排除。
3)
折弯机活塞杆上挡块因磨损或松动不能可靠压下行程开关,或挡块安装紧固位置斥对,使行程开关不能可靠准确发讯,造成顺序动作失常,可针对原因逐一排除。